


 繁體中文
繁體中文
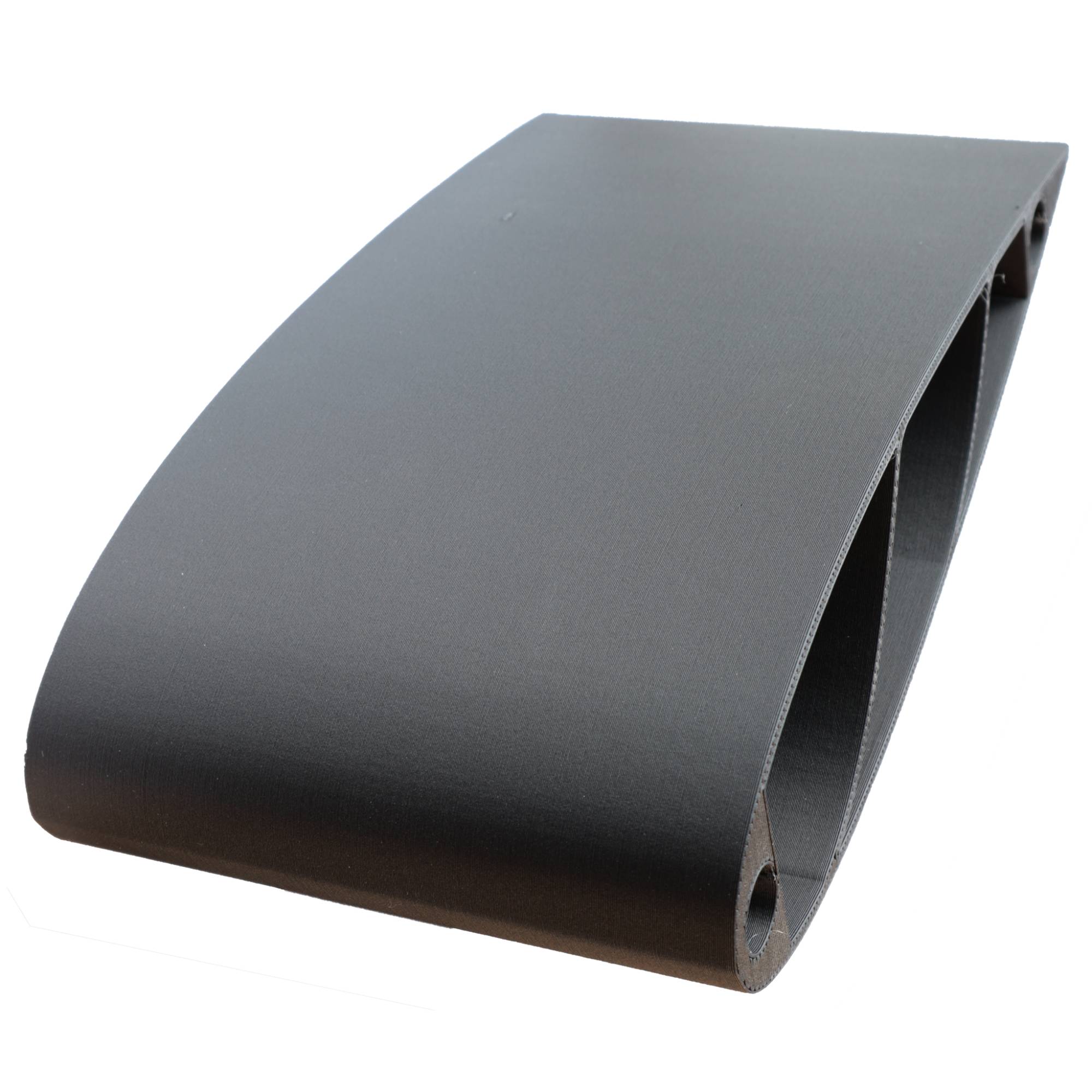








CarbonX™ PA12+CF Carbon Fibre Nylon Filament
CarbonX™ Carbon Fibre PA12 is made using high-modulus carbon fibre and a specialty Nylon 12 (PA12) that we chose for it’s printability, thermal properties, and chemical resistance. PA12+CF is widely used in a variety of industries due to its excellent chemical resistance, low moisture absorption, and wide processing window. Our formulation ensures very low shrinkage in the printed part resulting in excellent dimensional stability, making our PA12+CF an excellent choice for tools, fixtures, and jigs.

Extruder Temperature
265-285°C

Bed Temperature
90-110°C

Heat Chamber
Recommended

Nozzle Specs
0.4mm diameter minimum | Harden Steel Nozzle

Bed Adhesion
Magigoo Bed Prep

Layer Height
0.25mm or higher

Drying Specs
90°C for 4 hours

Supports
Water Soluble Support






Reviews
There are no reviews yet.