


 English
English








CarbonX™ PA12+CF 碳纖 尼龍膠絲
CarbonX™ PA12+CF 使用高模數碳纖維及特別配製的尼龍12所製成,因為它具有良好的耐化學性、耐熱性以及可印刷性。 PA12 + CF 因其優異的耐化學性、低吸濕性和寬廣的製程容許範圍而被廣泛應用於各種行業。 我們的配方可確保打印品的收縮率非常低,從而實現出色的尺寸穩定性,使我們的 PA12 + CF 成為工具、固定裝置和夾具的絕佳選擇。

擠出溫度
265-285°C

熱床溫度
90-110°C

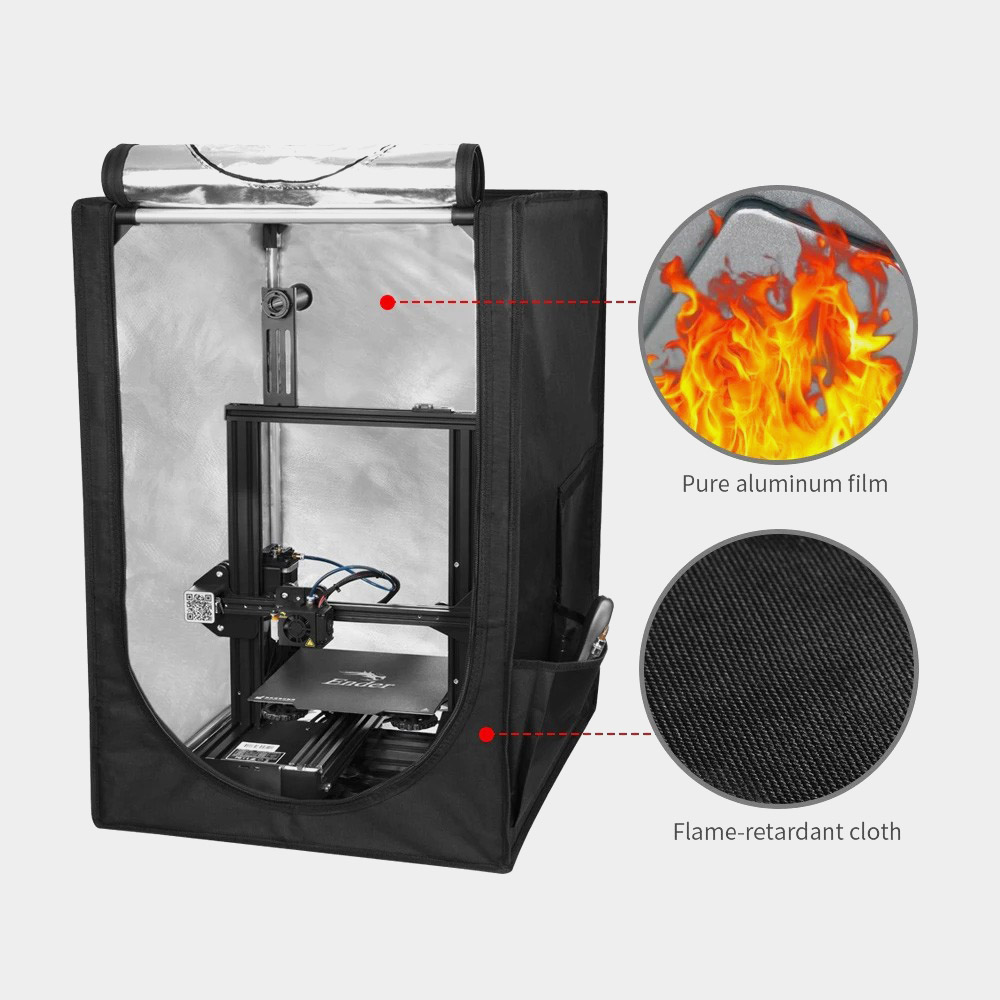
密封加熱室
建議使用

噴嘴配置
0.4mm (最低直徑) | 硬化鋼噴嘴

熱床黏劑
Magigoo Bed Prep (或適合的漿糊筆)

層高
0.25mm 或以上

乾燥配置
90°C下乾4小時

支撐物
水溶性支撐






商品評價
目前沒有評價。